Le démarrage ou le fonctionnement de certaines machines électriques, particulièrement les moteurs, peut causer des fluctuations de tension de l’onde électrique qui peut, à son tour, causer des fluctuations d’intensité lumineuse des lampes alimentées par cette onde électrique. Ce phénomène est appelé « Papillotement » (« Flicker » en anglais). Au-delà d’une certaine amplitude, cela va provoquer un effet de gêne aux personnes exposées à ces fluctuations lumineuses. Le seuil de gêne sera plus faible à mesure de l’augmentation de la fréquence des fluctuations.
En plus des moteurs, les équipements tels les fours à arc ou les machines à souder sont aussi susceptibles de causer du papillotement.
La quantification du papillotement est assurée par deux paramètres : le niveau de papillotement court terme Pst qui quantifie le phénomène sur des fenêtres de mesure de 10 minutes et le niveau de papillotement long terme Plt qui le quantifie sur des fenêtres de 2 heures. Le Plt est calculé à partir des mesures du Pst. Ces paramètres ont été établis par la Commission Électrotechnique Internationale (CEI) dans leur norme IEC/TR 61000-3-7. Cette norme a été adoptée par l’Association Canadienne de Normalisation sous le numéro CAN/CSA-CEI/IEC 61000-4-15:03.
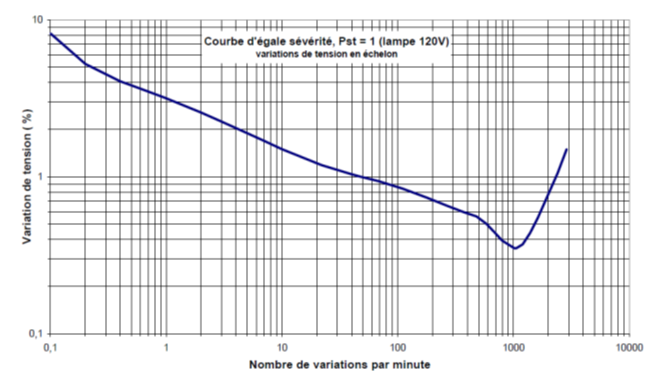
Ces normes ont établi la valeur de référence du Pst à 1 lorsque le seuil de probabilité de plaintes de personnes exposées à ce niveau de papillotement est atteint. Ce seuil de sensibilité a été établi expérimentalement selon différentes fréquence de fluctuations. Cela a permis d’établir une courbe d’égale sévérité dont tous les points représentent un Pst = 1.
Pour une installation industrielle, cette évaluation de papillotement prend en considération toutes les charges motrices de 15 HP et plus, selon les recommandations d’Hydro-Québec, les postes de soudage, les fours à arcs et l’éclairage ainsi que leur fréquence de démarrage respective. D’autres paramètres, comme la forme de la fluctuation (rampe, échelon, etc.) sont aussi considérés. Cela va permettre d’établir le niveau de papillotement prévu pour cette installation. Le résultat obtenu doit obligatoirement respecter la limite allouée par Hydro-Québec.
3E Ing., forte de son équipe d’experts, a été mandatée pour réaliser cette étude d’évaluation du niveau de papillotement pour la future usine de rabotage de bois. L’équipe de 3E Ing. a assuré avec succès les activités suivantes :
- Vérification, correction et mise à jour de la liste des charges et de leurs caractéristiques conformément au schéma unifilaire de la future usine ;
- Choix de la méthodologie adéquate de calcul et d’évaluation selon les quatre méthodes proposées par la norme C.22-03, d’Hydro-Québec ;
- Utilisation des données d’Hydro-Québec nécessaires aux calculs de l’étude, notamment la puissance de court‑circuit et le ratio X/R du réseau MT ;
- Calcul des émissions de long et court termes (Plt et Pst) et vérification de leur conformité par rapport aux limites allouées par Hydro-Québec ;
- Mise en place et déploiement de l’activité d’assurance qualité ;
- Production du rapport de l’étude selon les règles de l’art et présentation des résultats finaux.